|
| Place of Origin: | China |
| Brand Name: | EFFEMAX |
| Certification: | No |
| Model Number: | CJCH |
| Minimum Order Quantity: | 1 set |
|---|---|
| Price: | USD 6000/set |
| Packaging Details: | seaworthy wooden case |
| Delivery Time: | 25 work days |
| Payment Terms: | T/T |
| Supply Ability: | 20sets/month |
| Tooth Repair: | Electrode Graphite | Application: | Saw Teeth Rehardening |
|---|---|---|---|
| Saw Blade Size: | 1000-2200mm | Hardness: | HRC55-65 |
Circular saw blade teeth hardness increase manual hardening machine
Condition
Usage: Apply to increase the teeth hardness by hardening the teeth of circular saw blade
Max OD of saw blade: 1500mm-2200mm
Power supply: AC 380V 3 phase, 50Hz
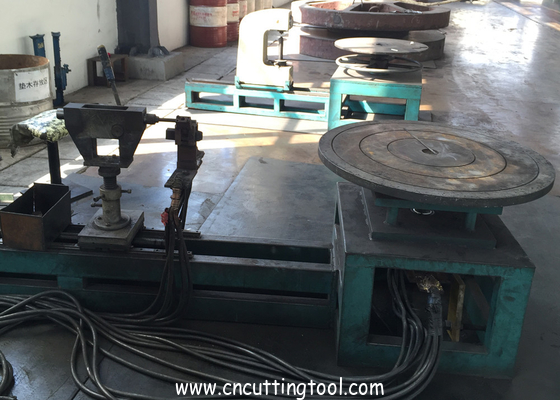
Over view
Saw blade tooth tip hardening machine is consist of saw blades rotating platform (saw blade tray), carbon electrode feed adjusting mechanism and the transformer cabinet. Working principle: the use of electric contact heating principle, the graphite electrodes (Carbon) contact with saw tooth tip, energized and heated to 780 ℃, and then air-cooled to room temperature, lead to the quench tooth tip increase hardness to HRC 55-65.
For tooth tip heat treatment of saw blade diameters 1100-2200 mm
Extremely durable welding structure for long lasting, trouble free operation with minimum maintenance requirements, whole system is only controlled by electric, no water and gas cylinder (superior to flame hardening), easy adjustments and operation with no particular skills required.
Application: the saw blade tooth tip hardening machine is apply to circular saw blade repairing, it could prolong the service of circular saw blade and reduce production cost, only one trained worker could finshed the hardening process, it is widely used by tools repairing center and iron and steel factory.
Operation instruction
When working, the saw blade is placed on the rotating table, adjusting the contact between the working electrode and the tooth tip of the saw blade; stepping on the foot switch, the saw blade tooth tip is heated by the electric current. After 3-5 seconds of power on, the saw blade tooth tip reaches the quenching temperature 750 ~800 C, the quenching depth is 1/3 of the saw tooth height, then withdraws the electrode, stops the heating of the saw blade tooth tip, and the saw blade tooth tip is heated. The blade tip is cooled by air to achieve quenching purpose. Rotate the saw blade to finish the next saw tooth until it is finished.
Specification
| Name | Data |
| Saw blade diameter range | Less than or equal to 2200mm |
| Power supply volatge | AC 380V 50Hz |
| Output voltage | Less than 12V |
| Working light | 35W/AC24V |
| Graphite electrode size | 150x35x35mm |
| Powe | 20KVA |
| Main machine size | 2080x700x800mm |
| Electric cabinet size | 1100x500x480mm |
Note:the user need to provide using condition and diameter range for hardening
Lubrication requirements for the moving / rotating parts of resistance hardening machines.
| Parts name | Lubrication interval time | Lubrication method | Remark |
| Cooper bar | One time a month | Remove nodule, touch conductive paste | |
| Sliding sleeve | Two times a week | lubricating grease | |
| Rack | Two times a week | lubricating grease |
![]()
![]()
![]()