|
| Place of Origin: | China |
| Brand Name: | EF |
| Model Number: | 1800mm |
| Minimum Order Quantity: | 5 nos |
|---|---|
| Price: | USD200-1000/pc |
| Packaging Details: | wooden pallet |
| Delivery Time: | 30-45 days |
| Payment Terms: | T/T |
| Supply Ability: | 200 nos/month |
| Material: | 45Mn2V | Diameter: | 1000-2500mm |
|---|---|---|---|
| Cutting Material: | Steel Billet, Solid Bar, Angle Steel,h Beam,steel Channel | Tooth Profile: | Pendulum,slant,parrot |
| Cutting Temperature: | Above 750 Degree |
Hot rolling mills hot saw blade manganese steel grade smooth cut flat
Introduction of Hot rolling mills hot saw blade manganese steel grade smooth cut flat
Hot cut circular saw blade
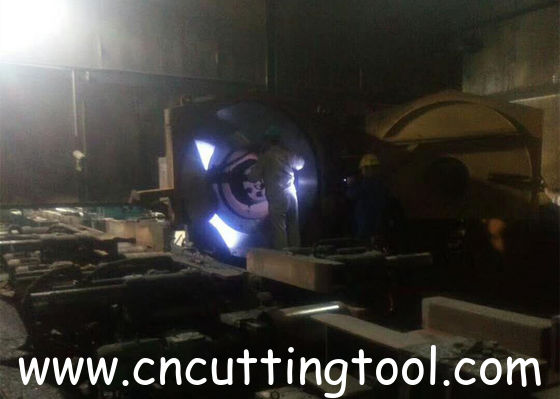
Hot cut circular saw blade for the Steel Cutting Industry are used in stationary or flying cut off applications at mills with continuous casters, hot rolling mills for billets, rails, structural sections, and tube mills with temperatures of the product exceeding 750 degrees C / 1385 degrees F.
Hot cut circular saw blades are available from 1200mm to 2500mm with the standard slaughter tooth or the V tooth without flat part as well as customized tooth profiles to suit the customers’ requirements. The hot saw cutting blade requires a copious flow of coolant under high pressure that is directed into the teeth to essentially clear the debris from the tooth gullets and keep it clean and cool with every saw revolution.
Cutting application of Hot rolling mills hot saw blade manganese steel grade smooth cut flat
The blades are available in a wide selection of carbon steel grades, manganese steel grades and special alloy component steels depending on the applications.
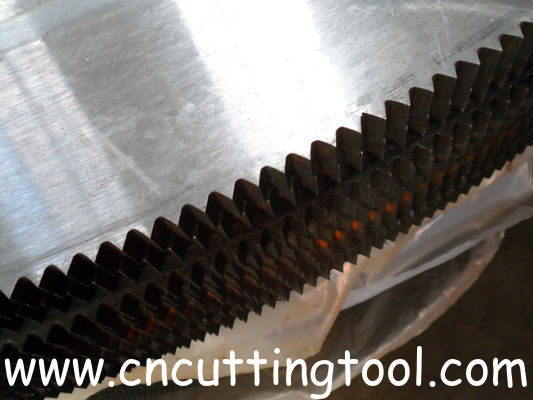
Tooth profile of Hot rolling mills hot saw blade manganese steel grade smooth cut flat
Pendulum tooth
Suited for hot and cold cutting of tubes, profiles, beams and solid materials
Slant teeth
Suited for hot and cold cutting of tubes, profiles, beams and solid materials
![]()
Blade material
45Mn2V, 50Mn2V, 46Mn7, 51Mn7
Blade body profile
Typically, the hot saw blade is surface ground flat with parallel sides or taper ground to a hub for additional side clearance in cutting large profiles. Straighten and tension the hot saw blades for each unique cutting application will also demonstrate the quality that is built into every new blade by providing the cutting performance that can be measured and effectively reduce the cost of operations.
Tooth hardening
Electrode hardening, flame hardening and high frequency hardening are available.
Specification of Hot rolling mills hot saw blade manganese steel grade smooth cut flat
| Diameter(mm) | Center Hole(mm) | Thickness(mm) | No. of Teeth |
| 1200 | 100,160,300 | 6,7,8 | 220,276,400 |
| 1300 | 340,360 | 6,9 | 216,340 |
| 1500 | 180,300,360 | 7,8 | 220,248,276,318 |
| 1600 | 300,480 | 7,8,9 | 248,276,318,410,440 |
| 1650 | 400,500 | 9,10 | 350,410 |
| 1700 | 320 | 9,10 | 588 |
| 1800 | 400,550 | 9,10 | 297,370,600 |
| 2000 | 500 | 10,12 | 275,380,660 |
| 2100 | 500 | 13,14 | 400,600 |
| 2200 | 400 | 14 | 384,380,580 |
| 2500 | 500 | 15 | 400,580,660 |
Quality control of Hot rolling mills hot saw blade manganese steel grade smooth cut flat
During the production process, the saw blade will be subject to tolerance testing such as diameter and thickness, hardness testing, tension testing, and dynamic balance testing for large size saw blades. After a period of use, the saw blade needs to be grinded, and the tooth profile of the tooth part needs to be grinded and hardening. If the blade body is deformed, the flatness and dynamic balance of the blade body should also be done.
Processing of Hot rolling mills hot saw blade manganese steel grade smooth cut flat
Improving material hardness and wear resistance through quenching and tempering, achieving good comprehensive performance-adjust saw disc precision and reduce side run out by hammering-turning out diameter –milling teeth with consistent accuracy to avoid cracks-uniform and rapid teeth hardening-surface polishing-tension-dynamic balancing
Tags: saw blade hardening saw blade grinding
![]()