|
| Place of Origin: | China |
| Brand Name: | effemax |
| Model Number: | friction saw blade |
| Minimum Order Quantity: | 5pcs |
|---|---|
| Price: | 200-800USD/PC |
| Packaging Details: | wooden case |
| Delivery Time: | 30 days |
| Payment Terms: | T/T |
| Supply Ability: | 50pcs per 45 days |
| Diameter: | 1000-2400mm | Cutting Material: | Alloy And Medium Carbon Steel |
|---|---|---|---|
| Cutting Product: | H Beam, I Beam, Angle Steel | Thickness: | 8-14mm |
| Blade Material: | Tungsten Carbide Steel,ALLOY STEEL | Type: | Saw Blade,For The Various Material Cutting |
| Application: | Metal Cutting | Usage: | Metal Cutting |
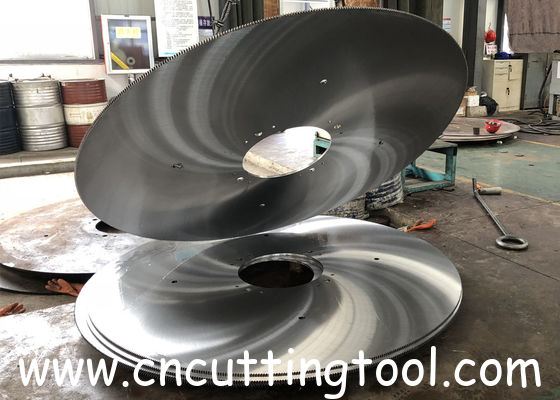
Flat ground balanced circular hot saw blade for steel rolling line
Friction saw blade is designed for cutting carbon steel and alloy steel in a variety of sizes and shapes at very high peripheral speeds and material temperatures below 250° C. They are used in flying or stationary sawing machines for tube production lines or for cutting steel profiles. Optimized for an extra long blade life and no cracking diameters are available from 1000-2400mm. The high peripheral speed causes the work piece to melt and the hot steel is swept out of the cut. Although the process compromises cut quality most applications prioritize cutting speed to meet the demands of high volume production.
Using condition: In normal temperature
For cutting head and end of small size steel bar, cut to length of steel bar
For cutting ERW tube and pipe, high frequency welded tube and pipe, square and round tube and pipe
For cutting hot rolled and cold formed profile, angle steel and channel steel
Features
Friction saw blade under 1000mm is characterized by high hardness above 40HRC, good abrasive resistance of the saw body, good surface quality after cutting, and high cutting speed.
Friction saw blade above 1000mm are made by two hardness, body hardness and teeth hardness, the teeth hardening is by flame or electrode hardening.
Specification
| Diameter(mm) | Center Hole(mm) | Thickness(mm) | No. of Teeth |
| 800 | 70,110 | 5,6,7 | 180,280,360,220 |
| 900 | 110,300 | 5,6 | 180,220 |
| 1000 | 120,140,160,300 | 5,6,7 | 240,280,300,320,348 |
| 1100 | 300 | 6 | 198,340 |
| 1200 | 100,160,300 | 6,7,8 | 220,276,400 |
| 1300 | 340,360 | 6,9 | 216,340 |
| 1500 | 180,300,360 | 7,8 | 220,248,276,318 |
| 1600 | 300,480 | 7,8,9 | 248,276,318,410,440 |
| 1650 | 400,500 | 9,10 | 350,410 |
| 1700 | 320 | 9,10 | 588 |
| 1800 | 400,550 | 9,10 | 297,370,600 |
| 2000 | 500 | 10,12 | 275,380,660 |
| 2100 | 500 | 13,14 | 400,600 |
| 2200 | 400 | 14 | 384,380,580 |
| 2500 | 500 | 15 | 400,580,660 |
Tooth profile
Parrot tooth
Suited for cold cutting of tubes, profiles and beams
Pendulum tooth
Suited for hot and cold cutting of tubes, profiles, beams and solid materials
Slant teeth
Suited for hot and cold cutting of tubes, profiles, beams and solid materials
![]()
![]()
Saw blade material
80CrV2, 8CrV, 75Cr1
Cutting for profile
Improve performance in application
First of all, the selection and optimization of the tooth shape of the saw blade is realized in the production application. Some unsuitable tooth shapes are gradually eliminated, such as slaughter teeth, which were mainly used to cut H-beam steel. In the actual application, it is found that due to the large section and high temperature of the cutting piece, the saw blade often has serious tooth jam, resulting in the reduction of the sawing efficiency, the increase of the working current of the saw machine, and the difficulty in grinding the saw blade, and the low efficiency. Therefore, after research and practice, it was found that the pendulum teeth and space teeth were more suitable for the cutting conditions of H-beam steel, with sharp tooth tip and large spacing, which improved the cutting efficiency and also solved the problem of tooth jam.
Secondly, in terms of material selection, 65Mn material was initially used, because this material has high carbon content and high cutting strength, but it is easy to crack and drop block during use, affecting the service life of the saw blade. Later, the 45Mn2V material with better toughness was used, which greatly improved the problem of cracks and drop blocks.
Third, in the grinding of the saw blade, there is generally no problem in the grinding part, as long as it is consistent with the original tooth shape, but when hardening, pay attention to some operation details, whether it is flame hardening or electrode hardening, pay attention to the hardening range is only limited to the tooth tip, not to the tooth root or tooth slot, if the hardening range is extended to the tooth root or tooth slot, It will cause cracks or tooth loss when the saw blade is used again.